
XPAR Vision is a firm believer that the current performance of the glass container industry has not reached its limit. Weight reduction, waste reduction and zero defects production are now possible by using the company’s equipment. In a series of exclusive articles for Glass Worldwide, Paul Schreuders shares the results of implementing the company’s technologies and how they help the glass industry.

In part six of this series, the XPAR Vision Blank side Temperature Control solution (figure 1) was introduced. Mounted on the same rail as the GobAssist, the Blank side Temperature Control (BTC) system is capable of measuring the temperature of the essential parts at the blank side:
- Blank moulds
- Neck rings
- Plunger
- Parison
In this article the author further explores the working of and possibilities with the BTC.

Automatic and accurate
The BTC replaces manual measurements by hand-held systems. Measurement with hand-held systems is very time-consuming and constant monitoring is not possible. Besides and most importantly, measurements with hand-held systems is not accurate in position and time. With the BTC, temperatures are measured automatically and always on exactly the same position and at exactly the same time, giving reliable and precise results (figure 2). Manual measurements can never be this accurate!
More accurate measurements (input) logically leads to more accurate steering and thus to more accurate results (output). Figure 3 shows the importance of automatic and accurate measurement. The cooling down of a plunger tip is significant in a very short time.


Metal and glass
In contrary to all existing devices for temperature measurement, with the BTC temperatures of both metal and glass are measured. Two special sensors, one for the temperature of metal and the other for the temperature of glass, contribute to the effectiveness and extreme accuracy of the BTC.
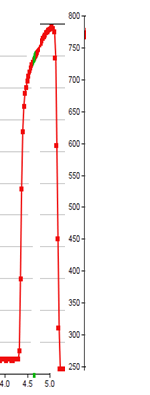
As the reheat of glass skin is very important for the final forming process, accurate and regular information about this reheat will improve understanding of this (sub) process. With the BTC, this information is at hand. Figure 4 shows the reheat of the parison skin.

Multiple measurements within one cycle
The BTC is fast, with multiple measurements in all cavities of a section taken within one cycle. In the standard mode, the BTC measures three positions at the blank (left and right blank), three positions at the plunger, three positions at the parison and one position at the neck ring (left and right neck ring). The user can decide what is most important to measure and set up the system accordingly. This set up is (of course) supported by the intuitive user interface. Figure 5 shows how to set up the neck ring measurement. Logically and for all measurements, an alarm level can be set to warn the operator when any temperature measurement exceeds the set alarm temperatures.
Swabbing
A potential application of temperature measurement relates to swabbing because as is well known, swabbing disturbs the forming process. High disturbance leads to high unpredictability (defects and section jam ups). Low disturbance leads to low unpredictability. With the BTC, the swabbing effect can be visualised. With this in mind, the BTC can be used to optimise the swabbing process. Figure 6 provides two examples, showing the swab cycle through BTC measurements.


Advantages
With the automatic measurement of both metal and glass, many not fully explored application areas come within reach; poor working valves will be easily recognised, bad cooling time settings are quickly recognised, there will be an improved understanding of temperature-related deviations (day – night, swabbing etc), the root cause of defects will be better understood (and thus possibly defects will be minimised), eg spikes due to too high plunger tip temperature.
In the next articles, the focus will be on amazing discoveries coming from the field learnings with different hot end sensor technology solutions, including the Blank side Temperature Control solution.
Figure 4.

Need more information?
Get in touch with Paul Schreuders (CEO)
- +31503162888
- schreuders@xparvision.com